
Section outline
-
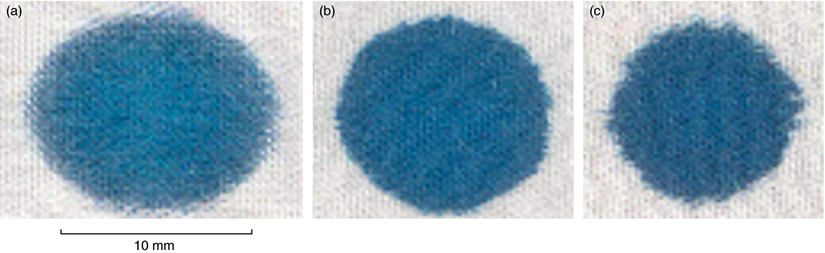
When the printing ink touches the surface of the textile material, penetration and spreading occur. The ratio and specific relationship of penetration and spreading will depend on physical characteristic of the substrate surface and on the pre-treatment of substrate. The function of fabric surface pretreatment is to immobilize the ink drop jetted onto the fabric to prevent its bleeding. The role of pre-treatment is to minimize risk of ink bleed in ink-jet printing. Pastes used in pre-treatment contain various agents to improve overall print quality: coloring, color stability and print fastness against washing. Without pre-treatment of target fabrics, ink-jet printing would be unable not only to prevent ink bleed but also to ensure sufficient coloring.
Printing is the absorption and retention of dye, or ink, in definite position. Dyeing involves larger amounts of dye solution (dye bath), while printing involves smaller amounts in a highly controlled manner. However, inks for ink jet printing are not as easy to control as printing pastes in screen printing. Rheology is the study of how matter flows and “viscosity” or “viscous” describes a place on a scale between fluid and solid states of matter. Inks for ink jet printing must be formulated to flow easily through the extremely small orifice of a nozzle, but this lack of viscosity also makes them likely to “wick” along the fibers of the fabric. “Wicking” allows the ink to travel along the fibers of the fabric by capillary action, in defiance of both gravity and the defined area of where the print is supposed to be. Consequently, the print design will appear on the fabric surface to blotch, bleed, or blur. Producing a good print requires:
- “Wettability” - the ink drop must quickly penetrate the surface of the fiber; it must not bounce or diffuse into droplets due to the impact of landing. It must not penetrate too far into the density of the fiber and risk a color losing its brightness. Factors such as these and wicking out along fibers as the ink is absorbed will affect print and color clarity.
- “Settability” - once the ink has been absorbed into the right place on the textile background, it must stay there. The ink must dry quickly, with the print then “set” or “fixed” into the textile for the long term and no discoloration to the main body of the fabric or alteration of color quality within the print.
- “Jettability” - dye is often also concentrated as smaller volumes are generally applied in ink jet printing. This can determine the color and long-term wear qualities of the print. Active ingredients must also not corrode the delicate machinery of the print head and nozzle. Above all, the viscosity of the ink must allow it to pass through the nozzle or jet.
The effectiveness of the pretreatment is dependent on its application as well as its ingredients. Pretreatment solutions can be applied in a number of different ways, ranging from simple spraying to large-scale industrial machinery, such as the padding mangle, that allows cloth to pass fully immersed through the solution, with the excess liquid squeezed out or extracted before the cloth passes through a dryer. Pretreatments can also be applied through screens. Ingredients should be well mixed to avoid settling and uneven distribution of ingredients through the solution. Pretreatments need to be evenly applied, and only enough used to capture the ink/dye molecules during printing. Drying techniques should also be monitored, with even coverage at an even temperature and no overheating or “hot spots.”
The principle and most common ingredients for pretreatments are thickeners, alkalis, and urea:
- Thickeners should be neutral components that will not themselves color the cloth but will hold the dye within a certain area with enough time and some moisture so as to penetrate through the fibers of the fabric. The selection of thickener depends on the chemical composition of the colorant to be used, including its requirements for curing or the fixing of the print so that the ink will not wash out. Common examples include sodium alginate, derived from a type of seaweed, or guar gum, also used as a thickener in foodstuffs.
- Alkali is required for reactive-type dyestuffs to react and form a chemical bond within the fiber. An alkali has a relatively low concentration of hydrogen ions and a pH of more than seven, as opposed to an acid. In conventional dyeing, this can result in significant effluent. Sodium carbonate or “soda ash” is a common example.
- Urea is an organic compound, which aids the dye to dissolve more fully in the liquid carrier, enabling a more concentrated solution and thus enabling a more even, also brighter and/or deeper, coloration. It is “hygroscopic” and acts as a “humectant,” aiding moistening or wetting, and this moisture allows the dye to more completely travel into the fibers in order to stain them. Retaining some moisture can also be significant for fixing, as in some cases drying out through evaporation into the atmosphere will not produce as fixed or set color as through drying by the application of heat. Due to its multiple properties, urea can be difficult to substitute.
More complex ingredients of pretreatments include:
- Cationic agents can increase the fixation rate of a dyestuff, and thus reduce the need for additional pretreatment chemicals, and reduce dye lost as effluent due to wash-off. “Cationic” refers to an ion or group of ions with a positive charge, whereas “anionic” refers to ions carrying a negative charge. Cationically treated, positively charged fiber will strongly attract anionic, negatively charged dye molecules that can then join to form a strong “ionic” or “covalent” bond, that is, joined at the molecular level. Cationic pretreatment may also reduce ink consumption and postprint fixing or setting processes, but as other components in the process may be “anionic,” the cationic component must be selected with care. Not only could the cationic and anionic ingredients be incompatible, they could also be too compatible, leading to staining as the cationic pretreatment attracts the excess anionic reactive dye during the washing-off process.
- Surfactant (surface-active agent), are used extensively in many products and processes as a foaming or wetting agent. By reducing surface tension, it minimizes separation and increases emulsifying and solubility of disparate compounds such as oil and water. These may also be positively (cationic) or negatively (anionic) charged, or not at all (nonionic).
- Softeners such as silicone compounds may improve the handle or feel of the cloth. “Silicone” is a man-made or synthetic compound, typically rubbery and heat-resistant. One of its ingredients is the naturally occurring “silicon”. Silica, or silicon dioxide, can also be used as a fine, particle coating, often ground down into micro and nano-sized particles, and added to help to hold ink in place.
- Binder - dye is soluble, whereas the fine particles of a pigment will not dissolve, instead requiring “suspension” in a fluid carrier. Instead of reacting and chemically bonding with fibers, as “reactive” dyes would do, the particles of pigment-based colorant must be mechanically bonded onto the cloth by a binder. Described generically also as a resin, this is most likely to be a synthetic copy of a resin rather than naturally sourced. Another ingredient may be an acrylic polymer, also known as polyacrylate. Depending on the type of print head, in some cases, some binders can be added in with pigment to an ink formulation. In such an instance, there would be little need for a specific ink jet pretreatment outside of the standard preparation of fabric for print. Compatibility between pigment-based inks or dyes and particular print heads should however be confirmed by the relevant manufacturers, as assumptions could prove costly.
Source and recommended literature:
- Christina Cie: Ink Jet Textile Printing,
- Publisher: ELSEVIER SCIENCE & TECHNOLOGY
- Hardcover ISBN: 9780857092304; e-Book ISBN: 9780857099235
- http://dx.doi.org/10.1016/B978-0-85709-230-4.00001-7
-
The application of dyes on textiles, whether by dyeing or printing, requires the addition of various chemicals (alkalis, electrolytes, pH regulators, etc.), which due to specific requirements for purity and conductivity of printing inks in digital printing, may not be contained directly in printing inks. Therefore, extensive research work is dedicated to finding the possibility of applying the required chemicals in the processes of pre-treatment or after treatment of printed material.
This loses some of the primary advantages of digital printing over conventional screen rotary or flat printing, such as, inter alia, shortness and simplicity of the process, purity of the process (minimal external use of chemicals thus increasing the environmental sustainability of textile printing), and economics justification cost reduction - associated with shortening the production process.
- For InkJet textile printing, systems with reactive dyes for cellulose fibers, disperse dyes for PES and synthetic fibers are currently developed, while those with acid dyes for protein fibers are in a slightly lower stage of development, and, unlike systems with reactive dyes, they are not yet in the process of commercialization.
- This chapter will present and explain the currently most used methods of pretreatment of materials that contain cellulose, synthetic and protein fibers, and for the printing process with the specified dyes.
-
There are important steps to follow to ensure a quality image when digitally printing on textiles. One of the most important is pre-treating fabric with chemistry designed to offer desired end-use performance that cannot be achieved by the ink and fabric alone. Of the different types of colorant used in digital textile printing ink, pigment has been the slowest to be adopted in the industry partly because it’s the only colorant that requires a physical bond with the fabric using a polymer (binder) to act as a sort of ‘glue’. The other methods are based on dye technology which chemically binds to the fabric. The downside of this is that it makes dye-based inks fabric specific and, in addition, these dye-based technologies don’t have as good a light-fastness as pigment based inks. As an example, outdoor furniture can significantly benefit from a pigment ink because it has the most resistance to UV light. Digital pigment printing on textiles enables bespoke experiences at an attractive price, which is made possible by the right pretreatment technology for the end-use product. As more traditional textile printing companies consider the benefits of digital printing, this market segment has experienced significant growth over the last several years.
To achieve desired results, pretreatment is necessary to ensure fabric is truly prepared for digital printing. Why? Digital printing is about printing dots. If a pretreatment can be used that’s less expensive than ink, then more ink can be kept on the surface of the textile. Without a pretreatment, more ink dives into the fabric, leading to the need to use even more ink to increase color vibrancy and achieve the sought-after look. A pretreatment also improves dry and wet crock. Fabric that is properly prepared has no oils or contaminants from previous processing and is perfectly wound on the appropriate core to avoid head strikes or waste. Through proper chemistry, it is pretreated to enable desired end-use performance in a variety of textiles, from apparel and quilting to signage and home décor.
Achieving this desired performance is all about balance: durability for UV stability and dry/wet crock; fabric integrity for softness and no change to fabric/weave appearance; print quality for optimal dot gain and density, and no metamorism; and the manufacturing process. There are some key performance requirements that any pre-treatment must meet in order enable the most benefits from pigment-based ink systems:
- First, the fabric must maintain its 'hand', which is essentially the feel of the original fabric. Printing can make a textile feel rough, stiff or “boardy.” So, the pre-treatment must have minimal effect on the hand
- Secondly, the pre-treat process holds the colorant at the surface and in this way optimizes color strength and print quality. However, holding the ink on the surface of the surface of fabrics can make rub fastness a challenge. Rub resistance, or ‘crock resistance,’ is measured by assessing the color transfer onto white fabric when rubbed back and forth against a printed surface for a set number of times under a given weight. Crock is measured in a range of grades from 1-5 and should be high. Manufacturers target a minimum of grade 3, but usually aim for 4+. If pre-treating doesn’t do all the work necessary, some suppliers implement a post treatment, but this adds cost and lead time, which defeats one of the big advantages of digital printing and its shorter lead times.
- Thirdly, to achieve desired performance, pre-treating fabrics requires matching the substrate and ink, and that requires different chemical approaches. At Lubrizol, we create textile pre-treatment solutions for each of the four fabric types—cotton, polyester, cotton/polyester, and other synthetics.
- Finally, ink is another consideration. All inks aren’t designed the same. Some are more robust for durability; some for color. The pretreatment needs to be able to accommodate all types of ink.
Application methods are also important to get the right result. Padding (dip and squeeze) is the most common application method. Other new methods are being developed, such as spray, foam and jetting. These methods are designed to use less pretreat and only where needed. So, when considering pre-treating fabric for digital pigment based printing, it’s important to work with a partner who can help you make the right choices and that is adept in understanding global regulations that affect the textile print industry.
https://www.lubrizol.com/Coatings/About-Performance-CoatingsIn digital pigment printing, fabrics have to be pre-coated to increase the colour gamut and durability of the print. Pigment printing provides a simple process involving printing and thermo-fixation by either a heat press or a fabric baker. However, with pigment printing, pre-coating is also an essential in terms of enhancing the colour gamut and fastness of the fabric. So faced with the inevitability of pre-coating, volume digital textile printers are faced with two important choices, first the choice of chemicals and second the choice of machinery to pre-coat their fabrics. As far as chemicals are concerned the printer has a wide array of product available. In many cases coating formulations are supplied by Ink manufacturers to pair up with use of their inks. In this field, major manufacturers include, Epson Genesta Inks Pre-Gen, Neo Coat from Swiss Performance Chemicals and the P601 Pre-Coat from Pigmentinc. However, many chemical companies independently supply excellent pre-coating chemicals, these companies include Lubrizol of the USA, Tanatex of the Netherlands, Rudolf Chemicals of Germany and Sarex of India. In general terms, these pre-coating formulations, which often use thickeners and cross linking agents, improve the mark and colour intensity of the print, as well as the wash, and rub fastness of the fabric.